By Ulises Brauer, Phillip Tomes, and Gautam Haldankar, allnex
A new application of Michael Addition (MA) chemistry was recently explored and developed for use in industrial flooring. Historically, MA was not applied in protective coatings due to the extremely fast reactivity which resulted in poor appearance and unacceptably short pot life.
Now, the development of a blocked catalyst and incorporation of kinetic additives have allowed formulators to tame and control the speed of the MA reaction. This novel technology exhibits excellent chemical properties compared to traditional systems, providing the best balance between working time, appearance, and fast return to service.
This MA technology is comprised of a wide variety of donor and acceptor resins, giving the formulator the ability to tailor coatings to meet specific performance goals. Polyaspartic (PA) technology is used when fast cure and hardness development is required in flooring systems. However, this contractor-applied system requires highly skilled labor due to its very short pot life and sensitivity to adverse application conditions such as high environmental moisture and temperature.
In this study, different combinations of resins and kinetic additives were explored to match properties of a commercial polyaspartic for industrial flooring. The MA-based system produced coatings that displayed outstanding chemical and physical properties, exterior durability, longer working times, excellent appearance, low volatile organic compounds (VOCs), and fast return to service.
Another added value of this technology over traditional systems is the offering of a non-isocyanate (NISO) solution to customers who are looking to comply with increasing regulatory restrictions. This study also presents the rheology study of various formulations and demonstrates that lapping time and flow-leveling of MA coatings can be modified to meet industrial market needs.
INTRODUCTION
Floor coatings are of great importance in the industrial, commercial, and architectural markets because they provide protection to the substrate and aesthetics to the environment. Concrete floors are the preferred substrate due to hardness, durability, relative low cost, and ease of installation. However, concrete floors lack chemical resistance and flexibility to achieve different degrees of finish (high gloss, colors, special effects, etc.).1
A wide range of polymer technologies are used as protective coatings ranging from acrylic emulsions or thermoplastic acrylics to high-performance two-component (2K) systems such as epoxies, polyaspartics, and polyurethanes (PUs).2
High-performance 2K protective coatings for flooring exhibit unique properties such as excellent appearance, high-mechanical properties (such as toughness and high hardness), and chemical resistance. Epoxies that are 100% solid are widely used due to their low cost, near-zero VOC capability, and exceptional adhesion to several substrates.
On the downside, epoxies can be brittle, exhibit poor UV resistance, and long curing times.3 In commercial and industrial flooring maintenance, fast return to service is essential because floors require high-efficiency installation to avoid expensive long downtimes in production or temporary closure of facilities.
Most applications in construction or maintenance require special equipment and a large team of highly skilled personnel. This translates into a high cost per square footage. Economical losses are also produced when asset owners must wait to resume activities to allow the coatings to develop the necessary chemical and mechanical properties.4
One of the fastest cure technologies for flooring is based in the radical polymerization of methyl methacrylate (MMA). This type of reaction offers a fast return to service, though it lacks ease of application. Workers must be highly trained to avoid errors regarding in situ stoichiometry calculations, evaluation of substrate conditions (moisture in concrete), and preventing accidents due to the hazardous materials handled. Another big complaint from end-users is the strong smell lingering during and after application.3
Until now, PA technology could be considered the best compromise between ease of application, high-performance properties, and fast return to service. The latter characteristic has positioned this technology as the preferred product to use among contractors in North America.2 PAs are based on the reaction of an aliphatic polyisocyanate and a polyaspartic ester, which is an aliphatic diamine.5
PAs used in fast return-to-service flooring applications have 15- to 20-minute pot life, requiring a large crew of contractors to handle the application to achieve good appearance, eliminate lap marks, and avoid wasting expensive material. Sometimes, applications must be rescheduled due to high environmental temperatures and high humidity. These conditions shorten working time even further and could produce undesirable effects such as microfoaming, haziness, and blistering on the coating.
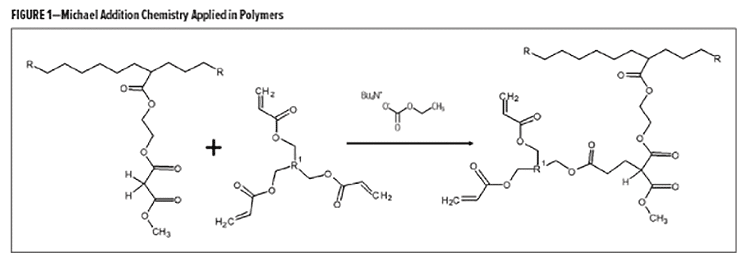
A novel technology launched in 2015 has proven the possibility of using MA chemistry in the industrial metal protective market.6 MA decouples the relationship between pot life and speed of cure, producing polymers with excellent appearance and outstanding chemical properties. MA relies on the formation of carbon-carbon bonds when an acidic proton is subtracted from a malonate group through a strong base. The resulting carbanion reacts with the partially positive carbon in the pi bond of an acrylate.
Figure 1 shows an example of how MA chemistry is translated to crosslinking in polymers. A resin bearing a malonate functional group (donor resin) is deprotonated by a strong base (catalyst) and reacts with the acrylate group contained in a monomer or polymeric resin (acceptor resin). In this 2K MA technology, both donor and acceptor resins are blended (Part A), and then the mechanism of polymerization is triggered by the addition of a blocked catalyst (Part B).